
ABB AO2000-LS25 Laser Analysts User Manual
ABB AO2000-LS25 Laser Analysts User Manual
Product Overview
Core positioning: ABB AO2000-LS25 is a modular laser gas analyzer that operates in conjunction with the AO2000 integrated analysis system. It is based on tunable diode laser absorption spectroscopy (TDLAS) technology to measure gas concentration and only detects free molecules in the gas, insensitive to bound molecules.
Composition structure:
Unit Name Core Component Function Function
The transmitter unit temperature stable diode laser, collimating optical lens group, and main electronic equipment emit laser to complete laser wavelength scanning and basic light intensity measurement
The receiver unit focuses on the lens, photodetector, and electronic device at the receiving end to receive the laser absorbed by the gas, converts the optical signal into an electrical signal, and transmits it to the transmitter unit
The voltage conversion module of the power supply unit (100-240V AC to 24V DC) provides stable power supply for the transmitter and receiver, and supports direct connection to 24V DC
Protection and explosion prevention:
Conventional protection: The protection level of the transmitter and receiver units is IP66, and the standard optical window withstand voltage reaches 5 bar (absolute pressure).
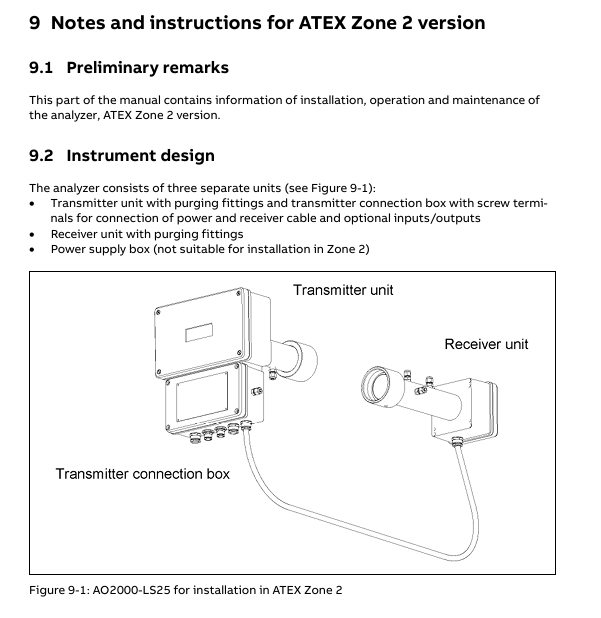
Explosion proof version:
Class I Division 2 version: CSA certified, suitable for Groups A, B, C, D environments, temperature code T4, operating temperature -20~+55 ℃.
ATEX Zone 2 version: ATEX certified, certification number Presafe 16 ATEX 8621X, II 3 G Ex nA nC IIC T5 (special application T4), operating temperature -20~+55 ℃.
Key technical parameters
Description of specific indicators for parameter categories
The measurement objects CO, CO ₂, H ₂ O, NO, NO ₂, SO ₂, O ₂, CH ₄, etc. support multi-component selection and can measure up to 2 components simultaneously
Measurement accuracy ± 1% full scale based on TDLAS technology and harmonic analysis to achieve high-precision measurement
Response speed<1 second can quickly track dynamic changes in gas concentration
Operating environment temperature: -20~+50 ℃; Pressure: 1-10 bar ABS suitable for complex industrial working conditions
Laser classification O ₂ measurement is Class 1M, others are Class 1 in accordance with IEC 60825-1 standard, laser is near-infrared light (700-2400nm)
Power supply specification input: 110V-380V AC; Output: 24V DC power supply unit outputs 24V DC, transmitter unit inputs 18-36V DC
Physical characteristics: Weight of 3.6kg, warranty period of 1 year. Lightweight design with clear after-sales support
Installation and commissioning process
preliminary preparation
Tool requirements: 2 M16 open-end wrenches, 1 5mm hex wrench, 1 2.5mm flathead screwdriver, 1 PC (386 and above).
Measurement point requirements: At least 5 times the diameter of the straight pipe section is required before the measurement point, and at least 2 times the diameter of the straight pipe section is required after the measurement point; The transmitter and receiver units need to reserve operating space, and at least 1 meter of space should be reserved outside the flange of the receiver unit.
Flanges and Openings: Two pairs of perforations with a diameter of at least 50mm need to be opened on the pipeline/chimney, using DN50/PN10 standard flanges (inner diameter 50mm, outer diameter 165mm), with a flange angle tolerance of ± 1.5 °, and alignment tolerances that meet the requirements of DN50 flange δ min ≥ 40mm and DN80 flange δ min ≥ 55mm.
Cable requirements:
Special requirements for maximum length of cable type
The receiver cable is 150m long and cannot be replaced or modified at will (within ± 20m)
Ensure that all three sets of power cables are connected for a 100m power cable to ensure even current flow
Ethernet cable 100m outdoor use requires acid and UV resistance, supporting 10/100Base-T protocol
Service PC cable 10m standard length 3m, can be extended to about 10m
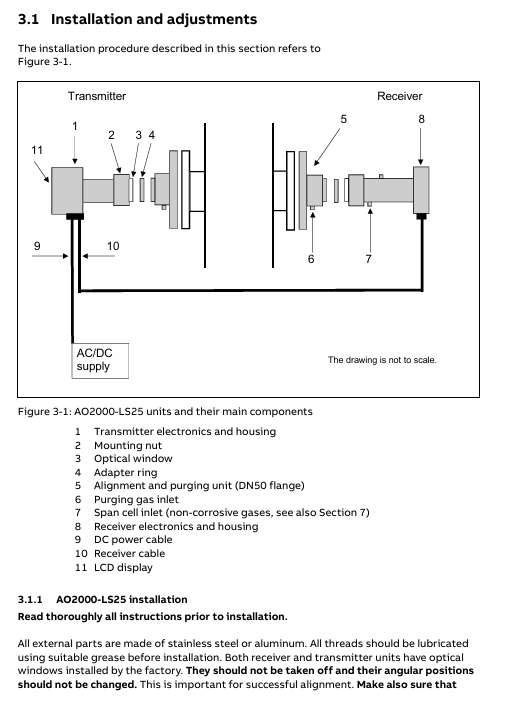
Installation steps
Install the alignment and blowing unit (DN50 flange) of the transmitter/receiver onto the process flange with 4 M16 × 60 bolts to ensure even compression of the O-ring.
Connect the blowing gas (instrument air or nitrogen), with a flange blowing flow rate of approximately 20-50 l/min, and a transmitter/receiver unit blowing flow rate of<0.5 l/min.
Install the window adapter ring (aligning with the positioning pin) and connect the transmitter/receiver unit to the adapter ring, paying attention to installing the O-ring (the transmitter side O-ring needs to be lubricated, while the adapter ring side O-ring is not lubricated).
Connect the cables of each unit: the receiver cable connects the transmitter and receiver, and the power cable connects the power unit and transmitter. If an external 4-20mA temperature and pressure sensor is required, it can be connected to the corresponding terminal of the power unit or transmitter.
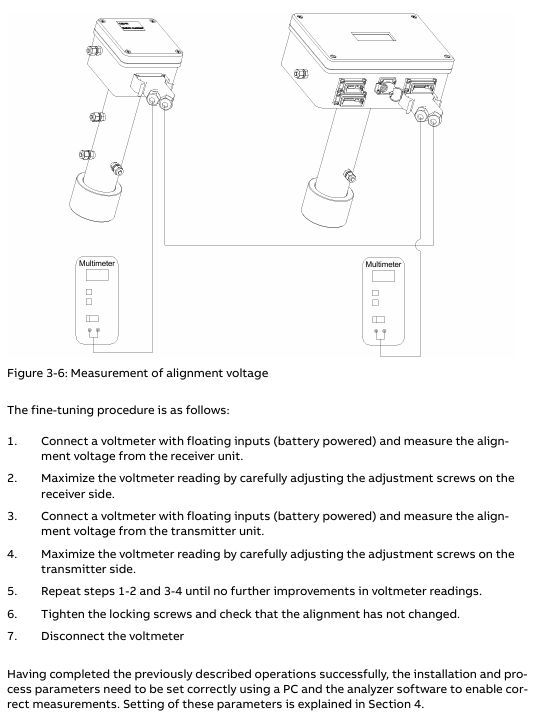
Debugging and alignment
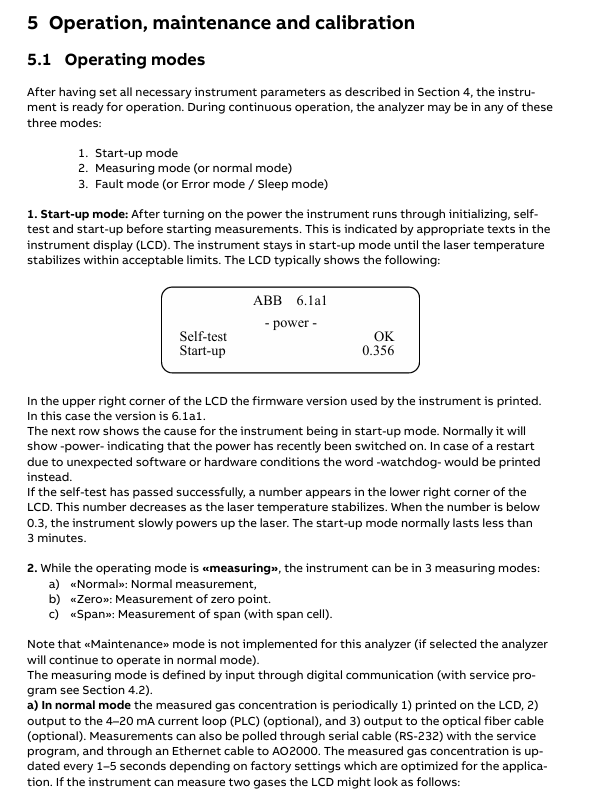
Startup process: After connecting the power, the instrument enters the startup mode (about 5 minutes), and the LCD displays the firmware version, self-test status, and laser temperature stability progress. If the "Laser line up error" is displayed after startup, alignment is required.
Alignment operation:
Remove the adapter ring of the transmitter/receiver and install the red laser calibration fixture.
Adjust the M16 adjustment screw on the transmitter side flange, align the laser beam with the center of the receiver side opening, and lock the locking screw.
Move the calibration fixture to the receiver side and repeat step 2 to align with the center of the opening on the transmitter side.
Connect the alignment interface of the transmitter/receiver with a voltmeter (voltage range 0V~-3V), fine tune the flange to maximize the voltage, and ensure that the transmission rate is between 90% -100% (low dust condition).
Software operation and parameter configuration
Software composition
Built in program: integrated into the CPU board, responsible for laser temperature control, signal acquisition, concentration calculation, and self checking, without the need for user operation.
Service program: Running on Windows system, connected to instruments via RS-232 or Ethernet, used for installation, configuration, calibration, troubleshooting, supporting user mode (simplified interface) and advanced mode (full functionality, password required).
Core function operation
Parameter configuration (via the "Measurement configuration" menu):
Temperature and pressure settings: Fixed value, 4-20mA input, internal sensor or spectral measurement (temperature only) can be selected, pressure unit is bar abs (gauge pressure needs to be converted: P (abs)=1.013+P (gauge)), temperature unit is ℃ (Fahrenheit conversion: T (℃)=(T (℉) -32)/1.8).
Optical Path: Set the "Optical Path Length (Gas)" (usually the diameter of the pipeline) and "Optical Path Length (Flange)" (only required when there is a target gas inside the flange). The factory preset "Optical Path Length (inside the transmitter/receiver)" cannot be modified arbitrarily.
Concentration averaging: Set the average number of times (N), and the average time Tavg=N × Tprim (Tprim is the single measurement time, 1-4 seconds, depending on the gas type).
Calibration operation (via the "Calibrate instrument" menu):
Calibration mode applicable scenario operation requirements
PROPORTIONAL's daily calibration and process gas calibration do not require temperature and pressure control, only adjusting calibration constants. It can calibrate a single gas separately and supports automatic calibration of associated gases
GLOBAL laser parameter drift, stable temperature and pressure environment (recommended 1.013bar, 23 ℃) after replacing core components, using standard gas and test cell, password authorization required
Recommended calibration gas concentrations: HF (50-500ppm, PTFE pool), HCl (15-200ppm), CO (0.5-5% vol or 50-500ppm), NO (500-5000ppm), etc.
Data log and fault viewing:
Log function: Set the sampling interval (minimum 2 seconds) through the "Log reads" menu, record parameters such as concentration, transmission rate, temperature and pressure, and support automatic generation of new files by date.
Fault viewing: The "View error log" menu displays fault/warning information (including activation/deactivation time), and can save fault logs and system logs for diagnosis. Common faults include "Low transmission" (cleaning window) and "Laser line up error" (realigning).
Maintenance and troubleshooting
routine maintenance
Regular inspection: Check the transmission rate daily, test the response with standard gas every 3 months (for at least 10 minutes), and calibrate every 3-12 months.
Window cleaning: When the transmission rate is too low, use non abrasive cleaning agents/solvents to clean the optical window. If the window has cracks, it needs to be replaced (pay attention to maintaining the original angle).
Blowing optimization: The flange blowing flow rate can be adjusted according to "blowing flow rate=1/10 process gas flow rate", and the blowing effect can be verified by observing the concentration change after turning off the blowing for 30-60 seconds.
Common faults and solutions
Analysis of the causes of fault information and solutions
Low transmission (warning) Optical window contamination, transmitter/receiver alignment deviation. Clean the optical window and re align the laser
Laser line up error: The laser beam did not reach the detector and the optical path was obstructed. Check for any obstacles in the optical path, clean the window, and realign it
PLC T-read error: Temperature sensor current exceeds the range (<0.3mA or>23.7mA). Check the sensor wiring or switch to a fixed temperature setting
Low laser temp. (Error) Laser temperature adjustment malfunction, laser supercooling check transmitter heat dissipation. If it is not overheated, it may be a hardware failure. Contact after-sales service
EEPROM error: Internal memory failure. Upload backup settings file. If it occurs repeatedly, contact after-sales service
Key issue
Question 1: What are the core differences between the two calibration modes (PROPORTIONAL and GLOBAL) of ABB AO2000-LS25 laser analyzer, and which scenarios are they applicable to?
Answer: The core differences between the two calibration modes are reflected in the calibration objects, operational requirements, and applicable scenarios:
Calibration object: The PROPORTIONAL mode only adjusts the "calibration constant" and optimizes it based on the proportional relationship between the measured concentration and the standard concentration; Adjust the "calibration constant" and "linewidth parameter" simultaneously in GLOBAL mode, taking into account the reference measurement of absorbed linewidth.
Operation requirements: PROPORTIONAL mode does not require temperature and pressure environment control, does not require a password, and can be directly performed on the process site. It supports individual calibration of a single gas or automatic calibration of associated gases; GLOBAL mode requires stable temperature and pressure conditions (recommended 1.013bar, 23 ℃), uses standard gases and test cells, and requires advanced mode passwords (applied to ABB or distributors), making it more difficult to operate.
Applicable scenarios: PROPORTIONAL mode is suitable for daily calibration and adjustment when the deviation of process gas concentration is small (such as deviation<2-3%); GLOBAL mode is suitable for scenarios where laser spectral characteristics drift (such as after long-term use), core components such as laser modules/motherboards are replaced, or calibration effectiveness needs to be ensured over a wide temperature and pressure range.
Question 2: What are the key requirements for flange installation and purging system settings when installing ABB AO2000-LS25 laser analyzer, and what problems may arise if they are not met?
answer:
Key requirements for flange installation:
Flange specifications: DN50/PN10 standard flanges (inner diameter 50mm, outer diameter 165mm) are required. The diameter of the pipe/chimney opening should be at least 50mm, and the flange should be installed with perforations (in the diameter direction).
Tolerance requirements: The perpendicularity tolerance between the flange and the pipeline is ± 1.5 °, and the alignment tolerance must meet the requirements of DN50 flange δ min ≥ 40mm and DN80 flange δ min ≥ 55mm (where δ is the distance between parallel lines at the center of the flange).
Sealing requirements: During installation, it is necessary to ensure that the large O-ring between the flange and the alignment unit is evenly compressed, and the four M16 bolts need to be tightened evenly.
Consequences of failure to meet: Deviation in verticality or alignment can cause the laser to fail to align, resulting in a "Laser line up error"; Poor sealing of O-rings can lead to process gas leakage, contamination of optical windows, or pose safety risks.
Key requirements for setting up the blowing system:
Flange blowing: Use dry and clean instrument air (compliant with ISO 8573.1 Class 2-3, oil mist content ≤ 0.5mg/m ³) or nitrogen, with a flow rate of approximately 20-50 l/min and a recommended flow rate of 1/10 of the process gas flow rate.
Purging of transmitter/receiver unit: It should only be turned on under specific working conditions (such as high dust and corrosive environments), using nitrogen gas (to avoid damaging internal optical components with oil/water in the instrument air), with a flow rate of<0.5 l/min, to prevent excessive pressure inside the unit.
Failure to meet the consequences: Insufficient flange blowing flow will cause dust to deposit in the optical window, resulting in a decrease in transmission rate (warning of "Low transmission" appears); Excessive air or flow during unit blowing can damage internal optical components, affect measurement accuracy, and even lead to instrument failure.
- OMRON
- ABB
- General Electric
- EMERSON
- Honeywell
- HIMA
- ALSTOM
- Rolls-Royce
- MOTOROLA
- Rockwell
- Siemens
- Woodward
- YOKOGAWA
- FOXBORO
- KOLLMORGEN
- MOOG
- KB
- YAMAHA
- BENDER
- TEKTRONIX
- Westinghouse
- AMAT
- AB
- XYCOM
- Yaskawa
- B&R
- Schneider
- KONGSBERG
- NI
- WATLOW
- ProSoft
- SEW
- ADVANCED
- Reliance
- TRICONEX
- METSO
- MAN
- Advantest
- STUDER
- DANAHER MOTION
- Bently
- Galil
- EATON
- MOLEX
- DEIF
- B&W
- ZYGO
- Aerotech
- DANFOSS
- Beijer
- Moxa
- Rexroth
- Johnson
- WAGO
- TOSHIBA
- BMCM
- SMC
- HITACHI
- HIRSCHMANN
- Application field
- XP POWER
- CTI
- TRICON
- STOBER
- Thinklogical
- Horner Automation
- Meggitt
- Fanuc
- Baldor
- SHINKAWA
- Other Brands
- UniOP
- KUKA
- Iba
- Beckhoff
- ADLINK
-
 ETEL DSB2S154-211E-000H Servo Amplifier
ETEL DSB2S154-211E-000H Servo Amplifier -
 ETEL DSCQT112-111-000 Motion Control Module
ETEL DSCQT112-111-000 Motion Control Module -
 ETEL LMG20-050-3QB-211A Servo Motor – High Torque Linear
ETEL LMG20-050-3QB-211A Servo Motor – High Torque Linear -
 ETEL EU-LCP-0-0-1000-01 Communication Card
ETEL EU-LCP-0-0-1000-01 Communication Card -
 ETEL DSA2P174ZA-033A Servo Amplifier Driver
ETEL DSA2P174ZA-033A Servo Amplifier Driver -
 ETEL EA-P2M-400-15/40A-0100-00 Servo Driver
ETEL EA-P2M-400-15/40A-0100-00 Servo Driver -
 ETEL DSC2P152-111-000 Servo Drive Amplifier
ETEL DSC2P152-111-000 Servo Drive Amplifier -
 ETEL LMS15-050-3UA-209A Linear Motor
ETEL LMS15-050-3UA-209A Linear Motor -
ETEL DSC2P152-111D-000A Controller
-
 ETEL DSB2P131-111E-000B Digital Servo Amplifier Position Controller
ETEL DSB2P131-111E-000B Digital Servo Amplifier Position Controller -
 ETEL DSO-PWR111C-000B Power Supply Module
ETEL DSO-PWR111C-000B Power Supply Module -
 ETEL DSCDP324-321F-000C Servo Driver
ETEL DSCDP324-321F-000C Servo Driver -
 ETEL DSC2P152-111B-000D Controller
ETEL DSC2P152-111B-000D Controller -
 ETEL DSB2P142-111E-000H Circuit Board
ETEL DSB2P142-111E-000H Circuit Board -
 ETEL LMG05-030-3QA-H01 Linear Motor
ETEL LMG05-030-3QA-H01 Linear Motor -
 ETEL DSC2P152-111F-000A Controller
ETEL DSC2P152-111F-000A Controller -
 ETEL DSA2S211ZA Servo Drive
ETEL DSA2S211ZA Servo Drive -
 ETEL DSCDM332-112-000 Drive Module
ETEL DSCDM332-112-000 Drive Module -
 ETEL DSCDP334-421-000 Digital Position Controller Servo Drive
ETEL DSCDP334-421-000 Digital Position Controller Servo Drive -
ETEL EA-P2M-400-15/40A-0100-00 AccurET Servo Drive
-
 ETEL TMA0140-050-3UB-202B Torque Motor
ETEL TMA0140-050-3UB-202B Torque Motor -
 ETEL DSA1DL1D.PCB Servo Drive Board
ETEL DSA1DL1D.PCB Servo Drive Board -
 ETEL DSA2DL 1A Servo Drive
ETEL DSA2DL 1A Servo Drive -
 ETEL DSMAX111B-000B Servo Drive
ETEL DSMAX111B-000B Servo Drive -
ETEL DSO-PWS111C-000B Power Supply Module
-
 ETEL DSC2P142-111B-000D Servo Drive Amplifier
ETEL DSC2P142-111B-000D Servo Drive Amplifier -
 ETEL DSC2P132-111D-000A Servo Drive Amplifier
ETEL DSC2P132-111D-000A Servo Drive Amplifier -
ETEL DSC2P152-111B-000D Servo Drive Amplifier
-
ETEL DSB2P131-121E-000H Servo Drive Amplifier
-
 ETEL DSB2P142-111E-000H Servo Drive Amplifier
ETEL DSB2P142-111E-000H Servo Drive Amplifier -
ETEL DSO-PWR112C-000A Power Supply Module – High Power
-
ETEL DSO-PWR111C-000A Power Supply Module
-
ETEL DSB2P121-121E-000H Servo Drive Amplifier
-
 ETEL DSB2S134-111E-000H Digital Servo Amplifier
ETEL DSB2S134-111E-000H Digital Servo Amplifier -
 ETEL RTMA0140-070-AQN-21E Motor
ETEL RTMA0140-070-AQN-21E Motor -
ETEL DSCDP132-111-000 Dual Controller Circuit Board – Motion Control
-
 ETEL LMS15-050-3UA-209Aft Linear Motor
ETEL LMS15-050-3UA-209Aft Linear Motor -
 ETEL DSCDP324-322G-000A Position Controller
ETEL DSCDP324-322G-000A Position Controller -
ETEL DSA2P174ZA-033A Servo Amplifier Driver
-
 ETEL DSA2P174ZA-017A Servo Amplifier Driver
ETEL DSA2P174ZA-017A Servo Amplifier Driver -
 ETEL LMD10-050-3QA-223A Linear Motor
ETEL LMD10-050-3QA-223A Linear Motor -
ETEL EU-LGP-0-0-1000-00 PCI Network Card
-
ETEL DSO-PWS111C-000B Power Supply Module
-
ETEL DSC2V174-111C-001A Servo Controller
-
 ETEL EA-P2M-600-15/40A-0000-01 AccurET Modular Position Controller
ETEL EA-P2M-600-15/40A-0000-01 AccurET Modular Position Controller -
 ETEL RTMA0140-070-AQN-21B DD Motor
ETEL RTMA0140-070-AQN-21B DD Motor -
 ETEL DSC2P144-421-000 Servo Driver
ETEL DSC2P144-421-000 Servo Driver -
ETEL EA-P2M-400-15-40A-0100-00 Servo Drive
-
ETEL DSCDM341-111C-000B Board
-
 ETEL LMD10-050-3QA-223A Motor
ETEL LMD10-050-3QA-223A Motor -
ETEL RTMA0140-070-AQN-21E DD Motor
-
 ETEL DSCDM342-111-000 Servo Variator
ETEL DSCDM342-111-000 Servo Variator -
ETEL DSC2P152-111E-000A Servo Amplifier
-
ETEL LMS15-050-3UA-209A Motor
-
ETEL RTMA0140-070-AQN-21C DD Motor – High Torque Direct Drive
-
 ETEL DSCDP334-421G-000A Servo Drive
ETEL DSCDP334-421G-000A Servo Drive -
Etel DSB2S154-211E-000H Digital Servo Amplifier
-
 ETEL EA-P2M-400-15/40A-0100-00 AccurET Servo Drive
ETEL EA-P2M-400-15/40A-0100-00 AccurET Servo Drive -
 ETEL DSA2P-174ZA-017A Digital Servo Amplifier
ETEL DSA2P-174ZA-017A Digital Servo Amplifier -
ETEL EA-P2M-400-15/40A-0100-00 Servo Drive
-
ETEL LMP07-100-3TAS-229 Linear Motor Primary Part
-
ETEL LMA11-120-3ZA-359A Linear Motor
-
 ETEL EA-S0M-400-40/80A-0000-00 Drive Power Supply
ETEL EA-S0M-400-40/80A-0000-00 Drive Power Supply -
Etel DSCDP334-421-000 Driver
-
ETEL DSCDM341-111C-000B DSCDM Drive Board
-
Etel DSA1 Digital Servo Amplifier
-
ETEL DSA2P174ZA-033A Servo Amplifier
-
ETEL DSCDM342-111-000 Servo Verifier
-
 ETEL LMS15-050-3UA-209A Linear Motor
ETEL LMS15-050-3UA-209A Linear Motor -
ETEL P2M-048-2.5/5A AccurET Position Controller – Modular
-
ETEL LMD10-050-3QA-223A Linear Motor – Compact Precision
-
 ETEL EA-P2M-400-05/10A-0000-01 Drive – Precision Motion
ETEL EA-P2M-400-05/10A-0000-01 Drive – Precision Motion -
ETEL LMP07-100-3TAS-229 Linear Motor Primary Part
-
 ETEL EU-LGP-0-0-0000-00 Motion Control Card – Precision Control
ETEL EU-LGP-0-0-0000-00 Motion Control Card – Precision Control -
 ETEL DSC2P152-111E-000A Servo Amplifier
ETEL DSC2P152-111E-000A Servo Amplifier -
ETEL EA-P2M-400-15/40A-0100-01 Servo Drive
-
 ETEL EA-SOM-300-40/80A-0000-00 AccurET Power Supply Module
ETEL EA-SOM-300-40/80A-0000-00 AccurET Power Supply Module -
ETEL LMG10-1050-3QA-H01 Linear Motor
-
 ETEL EA-SOM-300-40/80A-0000-00 AccurET Modular Power Supply
ETEL EA-SOM-300-40/80A-0000-00 AccurET Modular Power Supply -
ETEL EA-P2M-400-15/40A-0100-00 AccurET Servo Drive
-
 ETEL EA-P2M-400-15/40A-0100-01 Servo Driver
ETEL EA-P2M-400-15/40A-0100-01 Servo Driver -
Etel RTMA0140-070-AQN-21B High Speed Motor
-
ETEL DSC2P141-111-000 Linear Servo Amplifier
-
ETEL DSB2S134-211E-000H Digital Servo Amplifier
-
ETEL 3LM-23C Motion Controller
-
Etel DSO-SER211-000 Power Add-On Board
-
ETEL DSCDP334-421-000 Servo Drive
-
 CTI-Cryogenics 8116071G001 Enhanced On-Board 8F Cryopump
CTI-Cryogenics 8116071G001 Enhanced On-Board 8F Cryopump -
ETEL LMD10-050-3QA-223A Linear Motor
-
Etel DSO-SER211-000 Servo Card Power Add-On
-
ETEL LMG05-050-3QA-213A Linear Motor
-
Etel DSO-SER211-000 Power Add-On Board
-
ETEL EU-LGP-0-0-0000-00 Motion Control Card
-
ETEL EA-P2M-400-15/40A-0100-00 AccurET Servo Drive
-
 ETEL DSA2P1540A Digital Servo Amplifier
ETEL DSA2P1540A Digital Servo Amplifier -
ETEL DSC2P131-111-000 Drive Board
-
ETEL DSC2P131-111D-000A Servo Drive
-
Etel SA-IL 03-208 Linear Motor Section 208mm
-
 ETEL EA-P2M-300-4/7.5A-0000-01 AccurET Position Controller
ETEL EA-P2M-300-4/7.5A-0000-01 AccurET Position Controller -
ETEL DSO-SER211-000 Power Board
-
ETEL DSC2P131-111F-000A Servo Amplifier
-
ETEL DSA1P6242B Digital Servo Amplifier
-
ETEL DSC2P131-111B-000B Regulator
-
ETEL DSA2P1540A Digital Servo Amplifier
-
ETEL EA-P2M-048-2.5/5A-0100-01 Drive
-
ETEL SA-LE 03-208 Linear Motor
-
ETEL DSO-PWS111B-000C Power Supply Module
-
 ETEL DSA2S211ZA-018A Digital Servo Amplifier
ETEL DSA2S211ZA-018A Digital Servo Amplifier -
ETEL DSA2P1643A Digital Servo Amplifier
-
ETEL DSC2P141-111-000 Linear Servo Amplifier
-
ETEL DSO-PWR111C-000A Power Supply Module
-
ETEL DSCDP132-111E-000A Dual Position Controller
-
ETEL DSCDM332-111C-000C Overload Protection Controller
-
ETEL EA-S0M-300-40/80A-0000-00 AccurET Modular Power Supply
-
ETEL DSO-PWR112C-000B Power Supply Module
-
Etel DSCDM343-111C-000B Position Controller
-
ETEL DSO-PWR111C-000B Power Supply Module
-
ETEL LMP07-100-3TAS-229 Linear Motor Primary Part
-
 ETEL DSCDP324-322G-000A Servo Amplifier
ETEL DSCDP324-322G-000A Servo Amplifier -
 ETEL DSDP324-322F-000C Dual Motor Driver
ETEL DSDP324-322F-000C Dual Motor Driver -
ETEL DSCDM341-111-000 PCB Board
-
ETEL SA-IL 03-208 Linear Motor
-
ETEL DSB2S234-111E-000H Digital Servo Amplifier
-
ETEL DSB2P131-111E-000B Digital Servo Amplifier
-
ETEL DSCDP121-111B-000A Speed Controller
-
ETEL DSCDM342-111-000 Servo Amplifier
-
ETEL IWM040-0256-00A Ironcore Linear Motor Magnetic Way
-
ETEL DSO-PWS111C-000B Power Supply Module





