
Honeywell Searchpoint Optima Plus Infrared Point Gas Detector
Honeywell Searchpoint Optima Plus Infrared Point Gas Detector
Product Overview
Searchpoint Optima Plus is an advanced infrared point type hydrocarbon gas detector suitable for potentially explosive environments. With its infrared detection principle, it has the characteristics of fast response, fault safe operation, etc., which can ensure factory compliance, personnel safety, and maximum uptime of the production process. Compared with traditional electrocatalytic gas detectors, it can reduce daily maintenance and overall cost of ownership.
Global application foundation: Based on over 40 years of design, manufacturing, installation, and maintenance experience, more than 100000 infrared point type hydrocarbon gas detectors have been installed worldwide, with a wide range of application scenarios, from light industry to demanding offshore petrochemical environments.
Typical applications: including environments where catalytic bead toxins or inhibitors may exist, as well as harsh environments that require extended daily maintenance intervals, such as offshore oil and gas platforms, floating production storage and offloading (FPSO) vessels, oil tankers, onshore oil and gas terminals, refineries, LNG/LPG bottling plants, etc.
Detectable gases: Over 100 types of gases and vapors can be detected. For specific lists, please consult the customer support team or local distributors.

Core advantages
Advantages of infrared technology: It has the characteristics of fault safe operation, fast response speed, reduced daily maintenance, not affected by catalytic toxins, long service life, and can work in inert environments.
Product Features:
Accumulated experience in installing over 100000 units worldwide, with higher reliability.
Optional HART ® The protocol outputs through 4-20mA.
Can detect various hydrocarbon gases, including solvents.
No moving parts, higher reliability; The self compensating optical system enhances stability and is not affected by long-term component drift.
Capable of remote functional gas testing and certified for hazardous areas in North America and Europe.
Enhance false alarm elimination capability, with pollution optical warning to improve uptime, dynamic heating control to ensure no condensation or undetected faults in the optical system.
Improved diagnostic functions, integrated event logs, reduced power consumption, and certified through various hazardous area classification schemes such as ATEX, UL, CSA, IECEx, etc.
Core Technologies and Components
Optical module: The 4-channel (dual compensation) optical module is the core, which not only compensates for external environmental changes like the 2-channel design, but also compensates for long-term component drift such as infrared light sources and detectors, providing the most stable optical design.
Microprocessor: controls the operation of the detector, and its signal processing and algorithms reach new heights in false alarm elimination, providing the highest level of operational integrity.
Heating optical system and dynamic heating control: The heated optical components are monitored by intelligent electronic devices, which have energy-saving functions and can eliminate condensation accumulation.
Remote gas injection unit: The optional remote gas injection unit is installed in the optical path at the factory and can remotely inject functional test gases to verify detector performance.
Sampling system and accessories
Remote gas sampling system: For remote or difficult to access locations, flow enclosures can be equipped and integrated into the gas sampling system, providing single point and multi-point systems suitable for hazardous and non hazardous areas.
Main accessories:
Sunshade/Rain Protection: Standard multifunctional accessories to protect the detector from extreme environmental impacts and ensure reliable operation.
Storm Barrier: Optional barrier to reduce wind chill, salt, and dust accumulation in high wind exposure applications.
Standard weather protection: Standard equipment, achieving the best balance between waterproof/dustproof and response speed.
Dust barrier: Installed inside the standard weather protection, it additionally prevents dust and pollutants from entering the light path.
Gas injection cover: can confirm the performance of the detector, closely matched with standard weather protection, and can be installed without special tools.
Calibration cap: used to achieve accurate calibration of detectors.
XNX Universal Transmitter: Provides local display and non-invasive access through magnetic switches, with HART capability ® Communication output and optional Modbus, Foundation fieldbus, or relays.
HALO junction box: Ex e certified junction box with LED halo for local visual status indication, optional non-invasive HART ® Interface.
Pipeline installation kit: Installation plate device, which can install the detector in the pipeline/ventilation system without removing it from the pipeline system for functional gas testing.
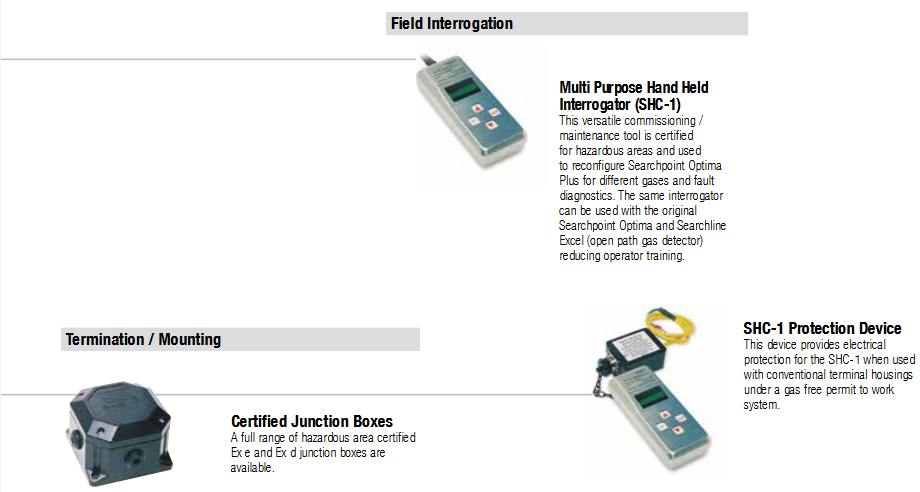
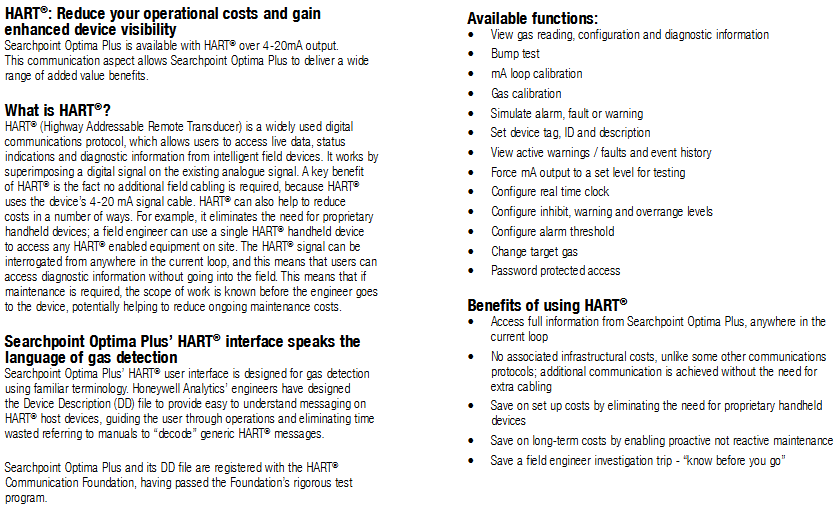
On site inquiry tool: The multifunctional handheld interrogator (SHC-1) is a certified debugging/maintenance tool for hazardous areas, which can reconfigure detectors to adapt to different gases and perform fault diagnosis. It can also be used for raw Searchpoint Optima and Searchline Excel (open circuit gas detectors), reducing operator training.
- OMRON
- ABB
- General Electric
- EMERSON
- Honeywell
- HIMA
- ALSTOM
- Rolls-Royce
- MOTOROLA
- Rockwell
- Siemens
- Woodward
- YOKOGAWA
- FOXBORO
- KOLLMORGEN
- MOOG
- KB
- YAMAHA
- BENDER
- TEKTRONIX
- Westinghouse
- AMAT
- AB
- XYCOM
- Yaskawa
- B&R
- Schneider
- KONGSBERG
- NI
- WATLOW
- ProSoft
- SEW
- ADVANCED
- Reliance
- TRICONEX
- METSO
- MAN
- Advantest
- STUDER
- DANAHER MOTION
- Bently
- Galil
- EATON
- MOLEX
- DEIF
- B&W
- ZYGO
- Aerotech
- DANFOSS
- Beijer
- Moxa
- Rexroth
- Johnson
- WAGO
- TOSHIBA
- BMCM
- SMC
- HITACHI
- HIRSCHMANN
- Application field
- XP POWER
- CTI
- TRICON
- STOBER
- Thinklogical
- Horner Automation
- Meggitt
- Fanuc
- Baldor
- SHINKAWA
- Other Brands
- UniOP
- KUKA
- Iba
- Beckhoff
-
 OMRON C60H C6DR DE V1 Sysmac PLC
OMRON C60H C6DR DE V1 Sysmac PLC -
 MITSUBISHI ELECTRIC A2ACPU21 S1 CPU Module
MITSUBISHI ELECTRIC A2ACPU21 S1 CPU Module -
 ABB BAILEY INNPM12 Network Process Module
ABB BAILEY INNPM12 Network Process Module -
 HONEYWELL 620 0073C IPC PLC Module
HONEYWELL 620 0073C IPC PLC Module -
 Mitsubishi 15050 PR02B PLC Circuit Board
Mitsubishi 15050 PR02B PLC Circuit Board -
 SIEMENS 6SY7000 0AC37 Drive Control Module
SIEMENS 6SY7000 0AC37 Drive Control Module -
 OMRON TJ2 ECT16 Traxial EtherCAT Controller
OMRON TJ2 ECT16 Traxial EtherCAT Controller -
 GE Fanuc IC698PSD300D Power Supply Module
GE Fanuc IC698PSD300D Power Supply Module -
 Texas Instruments Series 505 16 Position Base
Texas Instruments Series 505 16 Position Base -
 OMRON YASKAWA SGDH 10DE OY Servo Drive
OMRON YASKAWA SGDH 10DE OY Servo Drive -
 Allen‑Bradley 440G-MT Safety Interlock Switch Specs
Allen‑Bradley 440G-MT Safety Interlock Switch Specs -
 Rubycon PD27A 24V 8A Power Supply Module
Rubycon PD27A 24V 8A Power Supply Module -
 SK-H1-GDB1-F11D PLC Gate Driver Board Kit
SK-H1-GDB1-F11D PLC Gate Driver Board Kit -
 VIPA 441-4UA14 451-4UA14 PLC Module Rack
VIPA 441-4UA14 451-4UA14 PLC Module Rack -
 Mitsubishi FX5U-80MT ESS PLC Controller Specs
Mitsubishi FX5U-80MT ESS PLC Controller Specs -
 Mitsubishi Q64TCRTN Temperature PLC Module
Mitsubishi Q64TCRTN Temperature PLC Module -
 GE 1C31170G Rev10 PLC Circuit Board Module
GE 1C31170G Rev10 PLC Circuit Board Module -
 Schneider TWDLMDA40DTK PLC Controller Module
Schneider TWDLMDA40DTK PLC Controller Module -
 Omron FQM1-MMA22 Motion Control Module Specs
Omron FQM1-MMA22 Motion Control Module Specs -
 OMRON CJ1W-NCF71 Position Control Unit Specs
OMRON CJ1W-NCF71 Position Control Unit Specs -
 Schneider TSXETY4103 Ethernet Module
Schneider TSXETY4103 Ethernet Module -
 Mitsubishi Q12PHCPU Process CPU
Mitsubishi Q12PHCPU Process CPU -
 Yaskawa 3G3HV-A4022-CE AC Drive
Yaskawa 3G3HV-A4022-CE AC Drive -
 Cincinnati Milacron 3-533-0669G Temperature Control Board
Cincinnati Milacron 3-533-0669G Temperature Control Board -
 Allen Bradley 20AC030A3AYNANC0 PowerFlex 70 Drive
Allen Bradley 20AC030A3AYNANC0 PowerFlex 70 Drive -
 Siemens 6ES7314-6BG03-0AB0 CPU 314C-2 DP
Siemens 6ES7314-6BG03-0AB0 CPU 314C-2 DP -
 Carrier 17EX54007903 PLC Module
Carrier 17EX54007903 PLC Module -
 OMRON CS1W-V600C12 ID Controller Module
OMRON CS1W-V600C12 ID Controller Module -
 Honeywell 51402755-100 PCB Card
Honeywell 51402755-100 PCB Card -
 Heidenhain ECN 113 Rotary Encoder
Heidenhain ECN 113 Rotary Encoder -
 OMRON B7AM-8B16 I/O Terminal Block
OMRON B7AM-8B16 I/O Terminal Block -
 Fanuc A06B-6110-H026 Power Supply Module
Fanuc A06B-6110-H026 Power Supply Module -
 Schneider TSXETG3021 Ethernet Gateway
Schneider TSXETG3021 Ethernet Gateway -
 OMRON CS1W-CLK21-V1 Controller Link Unit
OMRON CS1W-CLK21-V1 Controller Link Unit -
 NP1W6406T-Z704 PLC I/O Module
NP1W6406T-Z704 PLC I/O Module -
 OMRON CJ1W-DA08C Analog Output Module
OMRON CJ1W-DA08C Analog Output Module -
 Yaskawa 3G3HV-A4022-CE AC Drive
Yaskawa 3G3HV-A4022-CE AC Drive -
 OMRON NB7W-TW01B CP1L-EL20DR-D Power Panel
OMRON NB7W-TW01B CP1L-EL20DR-D Power Panel -
 OMRON C500-NC103-E Position Control Unit
OMRON C500-NC103-E Position Control Unit -
 Steag Hamatech PLC DCS Servo Control System
Steag Hamatech PLC DCS Servo Control System -
 Siemens 6SN1123-1AA00-0DA1 Power Supply Module
Siemens 6SN1123-1AA00-0DA1 Power Supply Module -
 GE IC693CHS391H CPU & AD693CMM301A PLC Module
GE IC693CHS391H CPU & AD693CMM301A PLC Module -
 Siemens 6FC5303-0AF23-1AA1 PLC Control Panel
Siemens 6FC5303-0AF23-1AA1 PLC Control Panel -
 Square D CM4000T PowerLogic Circuit Monitor J1 F16
Square D CM4000T PowerLogic Circuit Monitor J1 F16 -
 Siemens 6FX5002-5DG10-1BA0 MOTION-CONNECT 500 Cable
Siemens 6FX5002-5DG10-1BA0 MOTION-CONNECT 500 Cable -
 Schmersal SRB324ST 101195504 Safety Relay 24V
Schmersal SRB324ST 101195504 Safety Relay 24V -
 Mitsubishi 15050-PR02A PLC Circuit Board Module
Mitsubishi 15050-PR02A PLC Circuit Board Module -
 OMRON CQM1-AD041 Analog Input PLC Module
OMRON CQM1-AD041 Analog Input PLC Module -
 Beckhoff EL5042 EtherCAT PLC Terminal Module
Beckhoff EL5042 EtherCAT PLC Terminal Module -
 OMRON C200HW-MC402-E Motion Control Unit
OMRON C200HW-MC402-E Motion Control Unit -
 C36TC0UA1100 Industrial Temperature Controller
C36TC0UA1100 Industrial Temperature Controller -
 NL8048BC24 12 Industrial Control LCD Module
NL8048BC24 12 Industrial Control LCD Module -
 OMRON R88D Servo Drive and Motor System
OMRON R88D Servo Drive and Motor System -
 OMRON CS1W CLK21 V1 Controller Link Module
OMRON CS1W CLK21 V1 Controller Link Module -
 OMRON YASKAWA R7M A20030 S1 D Servo Motor
OMRON YASKAWA R7M A20030 S1 D Servo Motor -
 SIEMENS 6AV2128 3KB06 0AX1 Unified Comfort Panel
SIEMENS 6AV2128 3KB06 0AX1 Unified Comfort Panel -
 Schneider Electric METSEPM8240 PowerLogic Meter
Schneider Electric METSEPM8240 PowerLogic Meter -
 Advanced AMCI 1PLC 1 31F Programmable Limit Switch
Advanced AMCI 1PLC 1 31F Programmable Limit Switch -
 ABB PM582 ETH Programmable Logic Processor
ABB PM582 ETH Programmable Logic Processor -
 SIEMENS 6FC5110 0CB01 0AA0 CPU Control Board
SIEMENS 6FC5110 0CB01 0AA0 CPU Control Board -
 Schleicher P03GS13A CPU Module
Schleicher P03GS13A CPU Module -
 Siemens 6SN1123-1AA00-0BA1 Power Module
Siemens 6SN1123-1AA00-0BA1 Power Module -
 Mitsubishi A1S61PN Power Supply Module
Mitsubishi A1S61PN Power Supply Module -
 Yaskawa CPS-IONB DC Power Supply Module
Yaskawa CPS-IONB DC Power Supply Module -
 Siemens 6ES7215-2BD00 CPU 215-2
Siemens 6ES7215-2BD00 CPU 215-2 -
 Mitsubishi A2ACPU MELSEC PLC System Kit
Mitsubishi A2ACPU MELSEC PLC System Kit -
 ProSoft 3150-MCM Communication Module
ProSoft 3150-MCM Communication Module -
 Mitsubishi OSE104ET Incremental Encoder
Mitsubishi OSE104ET Incremental Encoder -
 OMRON CJ1W-AD081-V1 Analog Input Module
OMRON CJ1W-AD081-V1 Analog Input Module -
 Broadcom BCM5464A1KRB Quad Port Ethernet IC
Broadcom BCM5464A1KRB Quad Port Ethernet IC -
 Modicon M221-24IO TM221C24 PLC 24 PNP Transistor
Modicon M221-24IO TM221C24 PLC 24 PNP Transistor -
 Allen-Bradley 1321-3R160-B Line Reactor 3R160B
Allen-Bradley 1321-3R160-B Line Reactor 3R160B -
 Beckhoff CX1020-0012 Embedded PLC Module Specs
Beckhoff CX1020-0012 Embedded PLC Module Specs -
 Turck BL20-PF-24VDC-D Power Feed Module Specs
Turck BL20-PF-24VDC-D Power Feed Module Specs -
 Siemens 6SY7000-0AC37 Power Supply Module
Siemens 6SY7000-0AC37 Power Supply Module -
 Yaskawa SGDH-10DE-OY 1kW 400V Servo Drive Specs
Yaskawa SGDH-10DE-OY 1kW 400V Servo Drive Specs -
 Omron 3G3SV-BB015-E 1.5kW 220V VFD Specs
Omron 3G3SV-BB015-E 1.5kW 220V VFD Specs -
 Uni-Pro CPU91-PLC J 23.020167X Processor Module
Uni-Pro CPU91-PLC J 23.020167X Processor Module -
 PASABAN MTC-3044 PLC Rack Power Supply 4835-A
PASABAN MTC-3044 PLC Rack Power Supply 4835-A -
 XYCOM 3015T Operator Interface Panel BIN4.4.4
XYCOM 3015T Operator Interface Panel BIN4.4.4 -
 OMRON CJ1W-MD261 Mixed I/O Module
OMRON CJ1W-MD261 Mixed I/O Module -
 Omron NJ301-1100 PLC CPU eCat EIP Specs
Omron NJ301-1100 PLC CPU eCat EIP Specs -
 Omron F500-C15-ETN Vision System PLC Module
Omron F500-C15-ETN Vision System PLC Module -
 Modicon M241-24IO TM/T2UK PLC with Ethernet
Modicon M241-24IO TM/T2UK PLC with Ethernet -
 SIXNET YS-800-001 RTU PLC Module
SIXNET YS-800-001 RTU PLC Module -
 BEMAC UST-202-D Interface Board 1307D V08B2
BEMAC UST-202-D Interface Board 1307D V08B2 -
 Yaskawa JANCD-MMOIC-02 Drive Circuit Board
Yaskawa JANCD-MMOIC-02 Drive Circuit Board -
 ABB 3BSE005028R1 SDCS-COM-1 Comm Board
ABB 3BSE005028R1 SDCS-COM-1 Comm Board -
 Omron 3G3MX2-A4110 A4150 Inverter Drives Specs
Omron 3G3MX2-A4110 A4150 Inverter Drives Specs -
 KEYENCE CA-E100 PLC Module
KEYENCE CA-E100 PLC Module -
 GE IC693ALG223-GB Analog Input Module Specs
GE IC693ALG223-GB Analog Input Module Specs -
 ABB BAILEY IMMFP01 Multi Function Processor System
ABB BAILEY IMMFP01 Multi Function Processor System -
 SIEMENS 6FC5372 0AA00 0AA1 NCU 7202 Controller
SIEMENS 6FC5372 0AA00 0AA1 NCU 7202 Controller -
Modicon TM241CE4 40I O Transistor Programmable Controller
-
 SIEMENS 6ES7 315 2EH13 0AB0 CPU 3152 PN DP
SIEMENS 6ES7 315 2EH13 0AB0 CPU 3152 PN DP -
 NORIS A1 91 PCB Card Rack Module System
NORIS A1 91 PCB Card Rack Module System -
 SIEMENS 6ES7 313 5BE01 0AB0 Compact CPU
SIEMENS 6ES7 313 5BE01 0AB0 Compact CPU -
 SCHNEIDER ELECTRIC S144B MICROLOGIC 60A Trip Unit
SCHNEIDER ELECTRIC S144B MICROLOGIC 60A Trip Unit -
 CNI PLC269 v3 Control Module Board Rev H
CNI PLC269 v3 Control Module Board Rev H -
ABB BAILEY IIMCP02 Processor Module
-
 OMRON NT20S ST121 EV3 Operator Interface Terminal
OMRON NT20S ST121 EV3 Operator Interface Terminal -
 OMRON NS-CA001 Video Input Unit
OMRON NS-CA001 Video Input Unit -
 GE Fanuc IC695CHS012 RX3i Backplane
GE Fanuc IC695CHS012 RX3i Backplane -
 Allen Bradley 2711E-K14C6 PanelView 1400e Terminal
Allen Bradley 2711E-K14C6 PanelView 1400e Terminal -
 Siemens Sinamics CCB 10000432.71 Power Cell
Siemens Sinamics CCB 10000432.71 Power Cell -
 Siemens 6SL3210-1SE21-8UA0 Power Module PM340
Siemens 6SL3210-1SE21-8UA0 Power Module PM340 -
 Yaskawa CIMR-F7A20P4 AC Drive
Yaskawa CIMR-F7A20P4 AC Drive -
 Beckhoff EP1918-0002 EtherCAT Box I/O Module
Beckhoff EP1918-0002 EtherCAT Box I/O Module -
 OMRON CQM1-TC001 Temperature Control Module
OMRON CQM1-TC001 Temperature Control Module -
 GE Fanuc SGHA36AT0400 Industrial Contactor
GE Fanuc SGHA36AT0400 Industrial Contactor -
 OMRON NJ501-1500 PLC Machine Automation Controller
OMRON NJ501-1500 PLC Machine Automation Controller -
 Mitsubishi MAZAK QX084 Power Supply MELDAS 500 CNC
Mitsubishi MAZAK QX084 Power Supply MELDAS 500 CNC -
 B&R 0AC808.9 PLC Automation Module
B&R 0AC808.9 PLC Automation Module -
 OMRON CP1H-XA40DT1-D PLC Module
OMRON CP1H-XA40DT1-D PLC Module -
 G&W Electric PLC15 5111 011 15kV Capnut Assembly
G&W Electric PLC15 5111 011 15kV Capnut Assembly -
 GE DS200SLCCG3AGH PCB Circuit Board
GE DS200SLCCG3AGH PCB Circuit Board -
 Siemens SINUMERIK 6FC3981-4FD PLC Extension
Siemens SINUMERIK 6FC3981-4FD PLC Extension -
 OMRON F300-DC I/O Image Processing Unit
OMRON F300-DC I/O Image Processing Unit -
 FANUC A06B-0314-B002 AC Servo Motor
FANUC A06B-0314-B002 AC Servo Motor -
 GC-S84 Programmable Controller Logic Module
GC-S84 Programmable Controller Logic Module -
 PASABAN MONTELEC MTC3001-DC Drive Control PLC
PASABAN MONTELEC MTC3001-DC Drive Control PLC -
 Allen Bradley 100E460EJ11 Auxiliary Contactor
Allen Bradley 100E460EJ11 Auxiliary Contactor -
 Bosch Rexroth 1070075337-101 Card Parameters
Bosch Rexroth 1070075337-101 Card Parameters -
 HMS Anybus AB7646-F Gateway Specifications
HMS Anybus AB7646-F Gateway Specifications -
 Bosch 062633-303401 CNC Servo PLC Card
Bosch 062633-303401 CNC Servo PLC Card -
 TI 500-5023 Series PLC Power Supply
TI 500-5023 Series PLC Power Supply -
 Siemens C98043-A7002-L1-12 Circuit Board
Siemens C98043-A7002-L1-12 Circuit Board -
 Omron E5CC-RX3A5M-000 Controller
Omron E5CC-RX3A5M-000 Controller





