
Omron F350-L100E OVL Image Processing Unit Vision System
The Omron F350-L100E OVL is a specialized image processing unit designed for the F350 Visual Inspection System, providing advanced vision inspection capabilities integrated with PLC control environments. This unit combines high-speed image acquisition with powerful processing algorithms to detect defects, verify assembly correctness, measure dimensions, and perform other quality inspection tasks on automated production lines. The F350-L100E serves as a dedicated vision controller that interfaces with cameras to capture and analyze images, delivering pass or fail decisions based on programmed inspection criteria.
Image Processing Architecture
The unit utilizes the OMRON Vision Language command set, which provides a comprehensive programming environment for developing custom inspection applications. The OVL instruction set includes functions for image capture, edge detection, pattern matching, color analysis, character recognition, and dimensional measurement. Program execution follows the scan cycle model familiar to PLC programmers, with dedicated input and output processes that synchronize vision operations with other control functions. The unit processes images from connected cameras in real time, applying algorithms to extract features, locate objects, and compare captured characteristics against programmed reference standards.

System Configuration and Operation
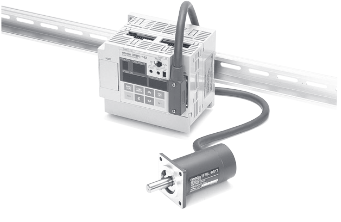
System setup begins with camera installation and configuration, where the F350-L100E interfaces with compatible Omron vision cameras to capture images of products passing through the inspection zone. The operator defines inspection parameters through the programming interface, specifying regions of interest, measurement tolerances, and pass or fail criteria for each checked feature. The unit stores inspection programs in its internal memory for automatic execution upon power-up. During operation, the F350-L100E triggers camera exposure at appropriate moments in the production cycle, processes the acquired images, and outputs inspection results to the PLC system for subsequent actions such as product rejection or equipment control.
Inspection Techniques and Algorithms
The OVL system implements a variety of image processing techniques for different inspection scenarios. Edge detection identifies boundaries between objects and backgrounds, enabling measurement of part dimensions and verification of component presence. Pattern matching locates specific features within the camera field of view by comparing captured images to stored reference patterns, useful for verifying label placement or component orientation. Color analysis evaluates the hue and saturation of colored parts, detecting shades that deviate from acceptable ranges. Character recognition interprets printed or embossed text on products, verifying date codes, lot numbers, or other markings against expected values. Geometric measurements calculate distances, angles, and areas to confirm that parts meet dimensional specifications.
Integration with Production Systems
The F350-L100E integrates with PLC systems through discrete I/O and serial communications, allowing inspection results to trigger actions such as diverting defective products, stopping equipment when defects exceed thresholds, or logging quality data for statistical analysis. The unit can operate in triggered mode, waiting for an external signal from a part presence sensor before capturing an image and executing the inspection sequence. Multiple inspection stations can be synchronized to provide comprehensive quality verification across complex assembly processes.
- User name Member Level Quantity Specification Purchase Date
- Satisfaction :
-



-
 HIMMERWERK SINUS High Frequency Induction Heating Selection
HIMMERWERK SINUS High Frequency Induction Heating Selection -
 OMRON CP1E PLC Practical Selection Guide
OMRON CP1E PLC Practical Selection Guide -
 OMRON ZFX-C Vision Sensor in Practical Use
OMRON ZFX-C Vision Sensor in Practical Use -
 OMRON ZFV Intelligent Sensor Practical Guide
OMRON ZFV Intelligent Sensor Practical Guide -
 OMRON CJ Series PLC Practical Guide
OMRON CJ Series PLC Practical Guide -
 Murr SIRCO Isolation Switch Selection Guide
Murr SIRCO Isolation Switch Selection Guide -
 OMRON ZFX Vision Sensor Engineering Practice
OMRON ZFX Vision Sensor Engineering Practice -
 REER ULISSE UNC Security Light Curtain Practice
REER ULISSE UNC Security Light Curtain Practice -
 Siemens S5-90U/95U Fault Diagnosis and Advanced Programming
Siemens S5-90U/95U Fault Diagnosis and Advanced Programming -
 OMRON CPM2C system fault diagnosis and maintenance
OMRON CPM2C system fault diagnosis and maintenance -
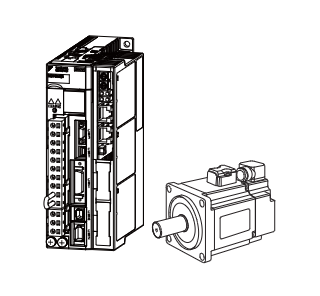 Yaskawa ∑ - V Servo Drive Debugging Guide
Yaskawa ∑ - V Servo Drive Debugging Guide -
 OMRON CP1H PLC Practical Manual
OMRON CP1H PLC Practical Manual -
 OMRON K-type PLC Maintenance Guide
OMRON K-type PLC Maintenance Guide -
 PEPPERL+FUCHS SLVA-4Kplus Safety Light Curtain Guide
PEPPERL+FUCHS SLVA-4Kplus Safety Light Curtain Guide -
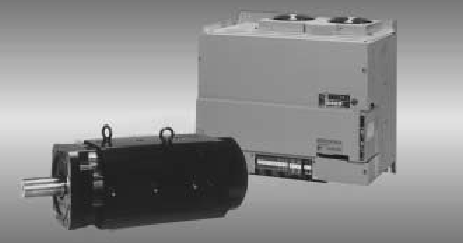 Yaskawa ∑ - II Servo Drive Debugging Guide
Yaskawa ∑ - II Servo Drive Debugging Guide -
 Yaskawa VS-616PC5/P5 frequency converter practical application
Yaskawa VS-616PC5/P5 frequency converter practical application -
 OMRON 3G3SV Inverter Practical Manual
OMRON 3G3SV Inverter Practical Manual -
 Pro face GP370 Complete Guide
Pro face GP370 Complete Guide -
 OMRON FQ2 Smart Camera Selection Guide
OMRON FQ2 Smart Camera Selection Guide -
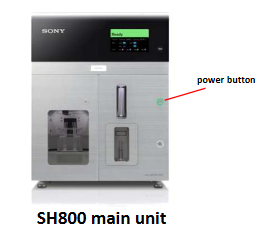 Practical Guide to Sony SH800 Sorter
Practical Guide to Sony SH800 Sorter -
 OMRON Cam Positioner Complete Guide
OMRON Cam Positioner Complete Guide -
 KEB F4 Inverter Debugging Guide
KEB F4 Inverter Debugging Guide -
 OMRON CJ series PLC operation and maintenance essentials
OMRON CJ series PLC operation and maintenance essentials -
 Essentials of Schneider C60H-DC DC DC Protector
Essentials of Schneider C60H-DC DC DC Protector -
 OMRON 3G3MV Inverter Practical Guide
OMRON 3G3MV Inverter Practical Guide -
 Essentials of OMRON CQM1H PLC System
Essentials of OMRON CQM1H PLC System -
 Essentials of ARD Elevator Emergency Rescue Device
Essentials of ARD Elevator Emergency Rescue Device -
 SolaHD SDN-D rail power supply
SolaHD SDN-D rail power supply -
 OMRON C200H PLC Troubleshooting and Programming Essentials
OMRON C200H PLC Troubleshooting and Programming Essentials -
 Allen Bradley 1336 PLUS Inverter Practical Guide
Allen Bradley 1336 PLUS Inverter Practical Guide -
 OMRON 3G3KV frequency converter
OMRON 3G3KV frequency converter -
 OMRON NSJ Integrated Controller
OMRON NSJ Integrated Controller -
 Megatiker M4 Circuit Breaker Maintenance
Megatiker M4 Circuit Breaker Maintenance -
 OMRON ZX laser sensor maintenance
OMRON ZX laser sensor maintenance -
 Saia PCD1 Controller Maintenance Guide
Saia PCD1 Controller Maintenance Guide -
 OMRON NT Series HMI Replacement and Maintenance
OMRON NT Series HMI Replacement and Maintenance -
 Yaskawa F7 Driver Maintenance and Replacement
Yaskawa F7 Driver Maintenance and Replacement -
 Rockwell 1494 switch selection replacement
Rockwell 1494 switch selection replacement -
 Omron NA Series HMI Connection Guide
Omron NA Series HMI Connection Guide -
 Eaton CV Series PLC System Upgrade and Diagnosis
Eaton CV Series PLC System Upgrade and Diagnosis -
 Eaton XV-102 HMI Installation and Troubleshooting
Eaton XV-102 HMI Installation and Troubleshooting -
 Siemens SINUMERIK measurement cycle configuration
Siemens SINUMERIK measurement cycle configuration -
 ELAU PacDrive C600 Controller Integration Guide
ELAU PacDrive C600 Controller Integration Guide -
 ELAU PacDrive SM Servo Motor Application and Maintenance Guide
ELAU PacDrive SM Servo Motor Application and Maintenance Guide -
 Bently Nevada Orbit 60 System Upgrade and Troubleshooting Guide
Bently Nevada Orbit 60 System Upgrade and Troubleshooting Guide -
 YOKOGAWA STARDOM FCN-RTU Controller
YOKOGAWA STARDOM FCN-RTU Controller -
 Fireye InSight II Marine Flame Scanner
Fireye InSight II Marine Flame Scanner -
 How to install ABB VSC vacuum contactor?
How to install ABB VSC vacuum contactor? -
 Rexroth Bosch Group VT2000 Proportional Amplifier
Rexroth Bosch Group VT2000 Proportional Amplifier -
 ALSTOM ALSPA series frequency converter
ALSTOM ALSPA series frequency converter -
 ABB SPACOM replaces REX615
ABB SPACOM replaces REX615 -
 Meggitt C327895 Gas Metering Valve Technology
Meggitt C327895 Gas Metering Valve Technology -
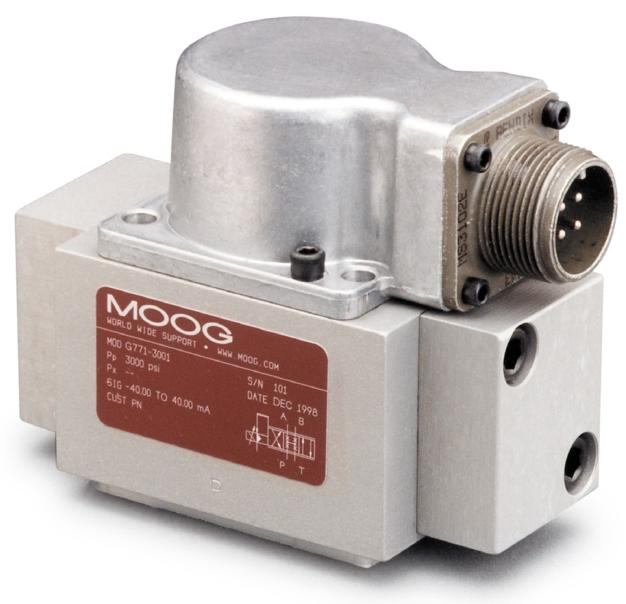 Application of MOOG G77x servo valve
Application of MOOG G77x servo valve -
 WOODWARD 2301E Digital Speed Controller
WOODWARD 2301E Digital Speed Controller -
 ABB UNITOL 1010/1020 AVR Compact IGBT Automatic Voltage Regulator
ABB UNITOL 1010/1020 AVR Compact IGBT Automatic Voltage Regulator -
 ABB UNITOL 6000 excitation system
ABB UNITOL 6000 excitation system -
 Rexroth Bosch Group HNC100 Hydraulic Shaft Control
Rexroth Bosch Group HNC100 Hydraulic Shaft Control -
 Lenze 8400 Inverter Debugging Guide
Lenze 8400 Inverter Debugging Guide -
 Panning Vacuum Sensor Maintenance Guide
Panning Vacuum Sensor Maintenance Guide -
 SOGEVAC Rotary Disc Pump Maintenance Guide
SOGEVAC Rotary Disc Pump Maintenance Guide -
 THERMOVAC MEMS Vacuum Gauge Guide
THERMOVAC MEMS Vacuum Gauge Guide -
 TTR 101 Vacuum Gauge Troubleshooting Guide
TTR 101 Vacuum Gauge Troubleshooting Guide -
 Honeywell Beam Smoke Detector Guide
Honeywell Beam Smoke Detector Guide -
 TURBOVAC Molecular Pump Maintenance Guide
TURBOVAC Molecular Pump Maintenance Guide -
 Troubleshooting of Leuze electronic DDLS 200 optical transmission
Troubleshooting of Leuze electronic DDLS 200 optical transmission -
 Lam Harmonic Drive Quick Replacement Guide
Lam Harmonic Drive Quick Replacement Guide -
 LZS power replacement and troubleshooting
LZS power replacement and troubleshooting -
 MTL2000 series isolation barrier
MTL2000 series isolation barrier -
 Temposonics GB Sensor
Temposonics GB Sensor -
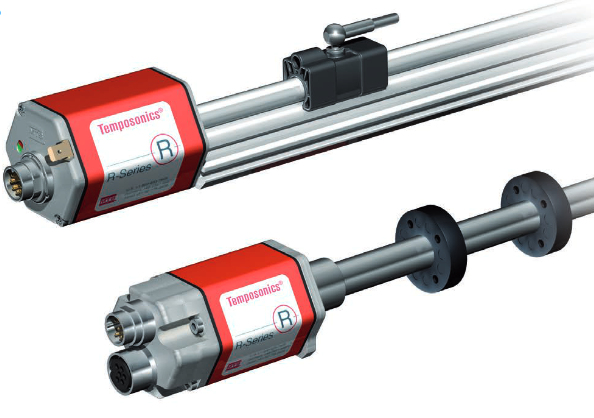 Temposonics R Series Magnetostrictive Displacement Sensor Depth
Temposonics R Series Magnetostrictive Displacement Sensor Depth -
 Original inventor of M ü ller Co ax AG coaxial valve
Original inventor of M ü ller Co ax AG coaxial valve -
 Murrelektronik Automation Solution Complete Solution
Murrelektronik Automation Solution Complete Solution -
 Nabtesco RV series high-precision gearbox
Nabtesco RV series high-precision gearbox -
 NACHI Robot Full Series
NACHI Robot Full Series -
 Electro hydraulic proportional directional flow valve
Electro hydraulic proportional directional flow valve -
 NEC FC-9801X Industrial Computer
NEC FC-9801X Industrial Computer -
 Mark VIeS Security System
Mark VIeS Security System -
 NI RIO Platform: Embedded Measurement and Control Solution Integrating Real time Processing and FPGA
NI RIO Platform: Embedded Measurement and Control Solution Integrating Real time Processing and FPGA -
 NI sbRIO-9612 Single Board Controller
NI sbRIO-9612 Single Board Controller -
 NI EPM high-performance DAQ cable
NI EPM high-performance DAQ cable -
 NI SCXI-1349 Adapter Connection Guide
NI SCXI-1349 Adapter Connection Guide -
 NI SCXI Chassis Configuration and Installation Guide
NI SCXI Chassis Configuration and Installation Guide -
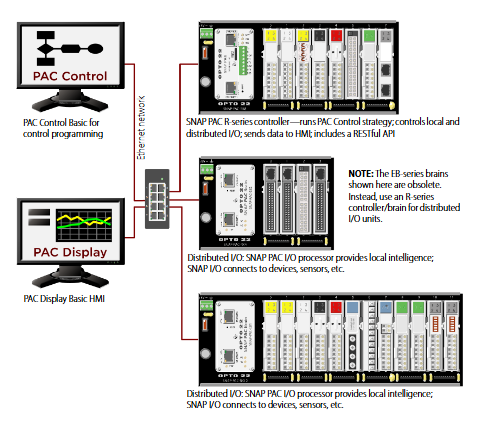 SNAP PAC System Architecture and Selection Guide
SNAP PAC System Architecture and Selection Guide -
 PacSci Model 6410 Microstep Driver
PacSci Model 6410 Microstep Driver -
 TI 11kW GaN three-phase ANPC inverter
TI 11kW GaN three-phase ANPC inverter -
 Pepperl+Fuchs K-System Isolation Barrier Complete Guide
Pepperl+Fuchs K-System Isolation Barrier Complete Guide -
 Pacific Scientific POWERMAX II stepper motor
Pacific Scientific POWERMAX II stepper motor -
 LINAK LA23 Compact Industrial Electric Push Rod
LINAK LA23 Compact Industrial Electric Push Rod -
 Pacific Scientific Servo Drive Selection Guide
Pacific Scientific Servo Drive Selection Guide -
 Pacific Scientific SCE900 Servo Drive Complete Guide
Pacific Scientific SCE900 Servo Drive Complete Guide -
 Pro face PFXSTM6400WAD human-machine interface
Pro face PFXSTM6400WAD human-machine interface -
 Pacific Scientific 6410 Stepper Driver
Pacific Scientific 6410 Stepper Driver -
 Parker EVM32-II Modular Expansion Base Plate
Parker EVM32-II Modular Expansion Base Plate -
 Parker COMPAX series compact servo controller: integrated motion control and drive
Parker COMPAX series compact servo controller: integrated motion control and drive -
 Parker Compumotor ZETA6000 Single Axis Drive Controller
Parker Compumotor ZETA6000 Single Axis Drive Controller -
 PI C-663.12 Mercury Step Motor Controller
PI C-663.12 Mercury Step Motor Controller -
 NetTest TUNICS series tunable external cavity laser
NetTest TUNICS series tunable external cavity laser -
 Complete Guide to Inline Automation Terminal System
Complete Guide to Inline Automation Terminal System -
 Phoenix FL MC 1000 SC (ST) Fiber Optic Converter
Phoenix FL MC 1000 SC (ST) Fiber Optic Converter -
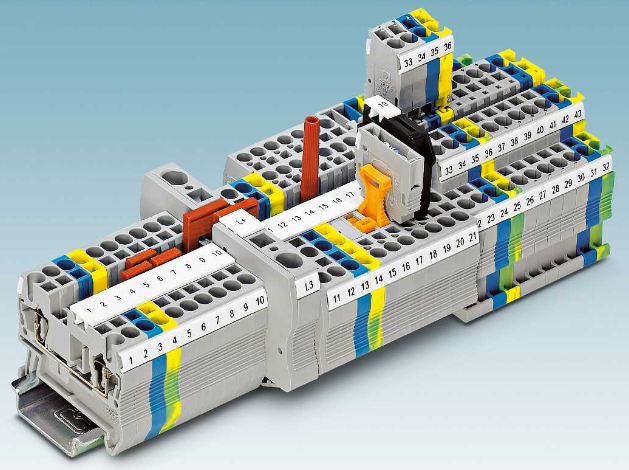 Phoenix ST series spring cage terminal block
Phoenix ST series spring cage terminal block -
 ROSS Pneumatic Valve Full Series
ROSS Pneumatic Valve Full Series -
 BD SENSORS DMP 333 High Pressure Transmitter
BD SENSORS DMP 333 High Pressure Transmitter -
 OE Max Controls NX70 series PLC
OE Max Controls NX70 series PLC -
 SAIA PCD4.W500/W600 Intelligent Simulation Module
SAIA PCD4.W500/W600 Intelligent Simulation Module -
 Saia Burgess PCD4.U100 Migration Kit
Saia Burgess PCD4.U100 Migration Kit -
 SAIA PCD1 Controller Full Series
SAIA PCD1 Controller Full Series -
 SAIA Burgess PCD2.H110 Counting and Measurement Module
SAIA Burgess PCD2.H110 Counting and Measurement Module -
 SAMSON Type 3434 Pneumatic Controller Module
SAMSON Type 3434 Pneumatic Controller Module -
 SanDisk iNAND Flash and microSD
SanDisk iNAND Flash and microSD -
 Optimus® Product Family of SAS SSDs
Optimus® Product Family of SAS SSDs -
 SANMOTION PB servo stepper
SANMOTION PB servo stepper -
 ADCA AVM/AVF234S electric actuator
ADCA AVM/AVF234S electric actuator -
 SBS Technologies VIPC616 Carrier Board
SBS Technologies VIPC616 Carrier Board -
 SBS Technologies VIPC616 VME Carrier Board
SBS Technologies VIPC616 VME Carrier Board -
 Greenspring P2 Video Graphics Controller
Greenspring P2 Video Graphics Controller -
 ABB UniPack-S Steel Compact Substation
ABB UniPack-S Steel Compact Substation -
 Schaffner Ecosine ® Economy Line FS 42842 Compact Passive Harmonic Filter
Schaffner Ecosine ® Economy Line FS 42842 Compact Passive Harmonic Filter -
 Schenck Process INTECONT Tersus Weighing Instrument
Schenck Process INTECONT Tersus Weighing Instrument -
 ENTRELEC contactor relay
ENTRELEC contactor relay -
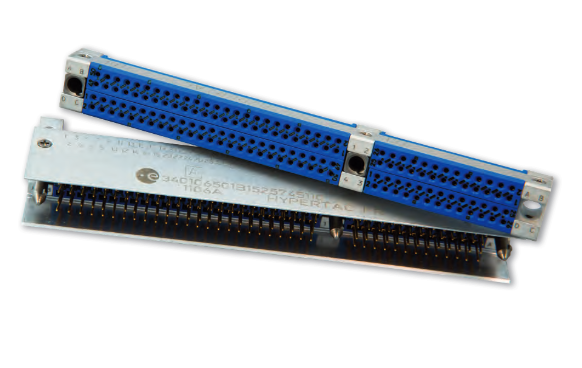 Smiths Connectors MHD/MDD/MDP CONNECTOR SERIES PCB High Density Connectors
Smiths Connectors MHD/MDD/MDP CONNECTOR SERIES PCB High Density Connectors -
 SEW EURODRIVE DFP21B bus interface
SEW EURODRIVE DFP21B bus interface -
 SEW-EURODRIVE MOVIDRIVE B Series Manual
SEW-EURODRIVE MOVIDRIVE B Series Manual -
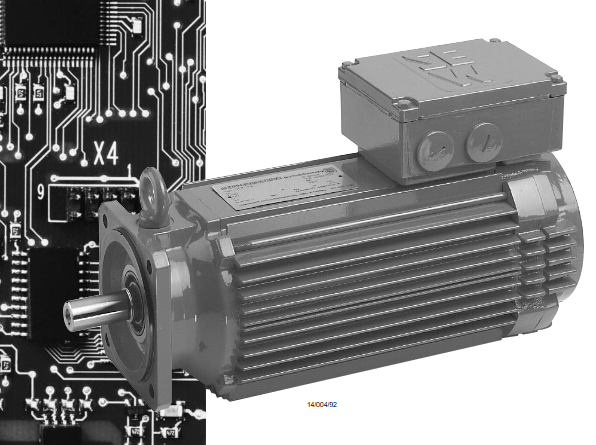
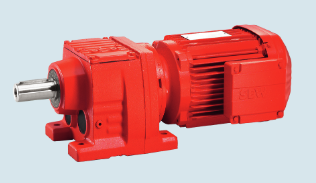 SEW Eurodrive R series parallel axis reduction motor
SEW Eurodrive R series parallel axis reduction motor -
 SEW EURODRIVE DFY/DFS Synchronous Motor Guide
SEW EURODRIVE DFY/DFS Synchronous Motor Guide -
 SEW MOVITRAC 31C Installation and Debugging
SEW MOVITRAC 31C Installation and Debugging -
 SEW EURODRIVE MOVIDYN communication interface
SEW EURODRIVE MOVIDYN communication interface -
 SEW MOVIDRIVE UL compliant installation
SEW MOVIDRIVE UL compliant installation -
 SEW MOVIDRIVE bus positioning
SEW MOVIDRIVE bus positioning





